


紫外線硬化(UVキュアリング)に関する記事について|株式会社 ティー・イー・エム
TECHNICAL INFORMATION
技術情報
2019.12.18
光ファイバー
紫外線硬化(UVキュアリング)に関する記事について
光ファイバーメーカーの独Ceram Optec(セーラムオプテック)社がリリースした記事「UV-Curing: New Option for Light Transmission」について、弊社で和訳した内容をご紹介します。
執筆者:Holger Bäuerle, Bronislav Hracek
紫外線硬化(UVキュアリング):光透過の新たな選択肢
端面融着光ファイバーバンドルはアクリル酸接着剤の硬化プロセスを最適化することができる
通常、接着部分のUV硬化には露光光源の均一平面照射が必要である。 例えば重水素ランプのような紫外線域のUV光源を利用する際は、液体ライトガイドや光バンドルファイバーが使われることが多いが、どちらを使用しても今までは幾つかの欠点があった。その状況に対して、本記事で紹介する端面融着光ファイバーバンドルはUV硬化業界全体の解決策として注目されている。
長い間、紫外線は材料加工の過程で有効なツール(方法)として使われてきた。例えば自動車業界においてはアクリル酸接着剤の硬化に使われている。これらの素材(接着剤)は、透明な基板を接着することに特によく適しており、中でもフロントガラスとリアウインドウ等の取り付けに利用されている。これらの接着剤は紫外線と遊離基(フリーラディカル)を分解させる光重合開始剤を含んでおり、それにより熱可塑性ポリマー鎖の構造を刺激する。これらの素材硬化ポリマー鎖が作られるのが早ければ早いほど紫外線への露光量が多くなる。重水素ランプや紫外線LED光源などは優れた硬化作用が得られる。
しかしながら融着剤の紫外線硬化をより効率的におこなうには、付加製造(=塑像のように材料を付加しながら製造していく造形方法)とは異なり、材料の表面に光を当てる必要がある。通常、プラスチックの紫外線硬化には焦点がしっかりと合わせられた光の照射が必要ではあるが、一方で融着剤部分の硬化は均一平面照射を必要とする。そしてそのことは、光源から加工部分に紫外線光を送るライトガイドの選択にも影響する。最も一般的な石英ガラスファイバーのコア直径は小さすぎるので、均一な強度配布を持つ十分な焦点エリアを生成できない。そのため平面紫外線に対しては違う方法で光を送る必要がある。
液体ライトガイドかファイバーバンドル
現在、接着剤の硬化のために紫外線を利用する場合は、通常はファイバーバンドル(図1)か液体ライトガイドが使われている。両方とも、典型的な光ファイバーよりも大きい直径が特徴であるため、平面照射を可能にする。しかしながら、これらの技術も完全に満足できるものではない。液体ライトガイドは透過率が高く破損しづらいのが特徴である。液体ライトガイドのチューブに使われるフッ素樹脂は柔軟性があり、通常の石英ガラスファイバーより大きな開口径がある。中の液体コアは通常、水、食塩溶液、油分、ジェル、および他の成分の特別な混合物から成っており、高い屈折率により伝送効率も透過率も高い。しかし液体ライトガイドの長さは10Mが限界であり、短時間しか高温に耐えられないというデメリットもある。一方でファイバーバンドルにはこれらの欠点がなく、光源から長い距離の伝送が可能であり、長時間の高温にも耐えられる。ただし現在の透過率は十分でないため、ファイバーバンドルが最適な選択肢とは言えない。液体ライトガイドは内部全体に光が通るのに比べて、ファイバーバンドルはファイバー1本1本の間に光のとおらない隙間ができてしまう(図2)。バンドルの種類にもよるが、25%から50%透過損失があるとする実験結果もある。さらに高温への耐久性も完璧ではない。ファイバーバンドルの両端は通常エポキシ樹脂で個々のファイバーを接着固定されており、タイプにもよるが、そのエポキシ樹脂の耐熱温度は150℃から250℃とされている点が、高温耐性への懸念点である。
つまり紫外線との組み合わせではバンドルの安定性が危険にさらされてしまう可能性があるため、バンドルの能力を最大限に利用することができなくなってしまう。さらに光量が抑えられてしまうため、紫外線硬化のプロセスに時間がかかってしまう。 光ファイバーバンドルは液体ライトガイドのフッ素樹脂ほど柔軟性がないため、長期的な使用を前提とする場合は、物質的な劣化によるファイバー破損についても考慮する必要がある。光の照射の均一性ももう一つの課題だ。バンドル内の1本1本のファイバーの位置の違いによって、光の透過にばらつきがでる。そのため従来のバンドルは有効エリア内において均一な光照射を保証することができないのである。
液体ライトガイドとファイバーバーバンドルの両方に長所と短所があるため、紫外線硬化を検討する際は難しい選択を迫られる状況に直面してしまう。どちらかの長所を選択する必要がある。高い透過率で均一照射ができ耐久性はあるが、長さと温度に制限がある液体ライトガイドか、ある程度の高温にも耐えられ、長さも確保できるが、平凡な透過率、破損リスク、焦点のエリアの光照射にばらつきがあるファイバーバンドルか両方の利点を持つライトガイドが望まれてきたが実現できておらず、紫外線硬化においてある程度の妥協は仕方ないとされてきた。
図1. ファイバーバンドルはUV平面照射のための一般的な選択肢である
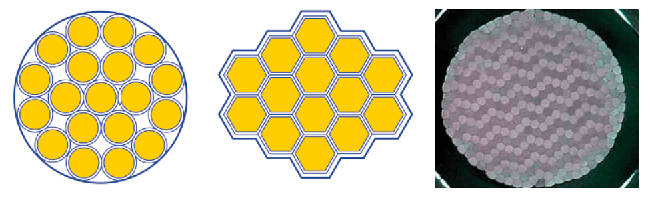
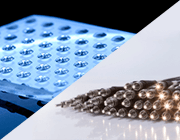
図2. 融着ファイバーバンドルは1本1本のファイバーの間に隙間ができる(左)。そのため25%-50%光の減衰が出ることがある。融着光ファイバーバンドルは融着の加工段階でファイバーを六角形にすることで、この隙間をなくすことができる(真ん中及び右)。
革新的なバンドル製法が新たな成功のチャンスを提供する
光ファイバーのさらなる技術革新により、今までの妥協的選択は将来的に少なくなるだろう。例えばセーラムオプテック社はパワーライトガイドと呼ばれる従来のファイバーバンドルよりも透過率が27%も高いファイバーバンドルを作成することに成功した。パワーライトガイドは500℃までの耐熱があり、最大で500Wまで伝送可能である。この高い性能は革新的なバンドル作成方法によるものであり、エポキシ樹脂で端面を接着する代わりに高温でファイバー自体を融着する技術である。元来、丸いファイバーはファイバーの間の隙間を取り除けば六角形の形にすることができる。(図2:真ん中及び右側を参照)単に1本1本のファイバーのクラッドエリアは光を通さないが、最も適したコア/クラッド比を選ぶことによってそのデメリットは、最小化できる。(図3参照)ファイバーの間の隙間を取り除くことで極めて細いファイバーを使用することができ、バンドルの柔軟性も改善することができる。照射強度の問題もパワーライトガイドで解決できる。パワーライトガイドの製造過程において、初めはファイバーの入射側のみが融着され、次に紫外線があてられる。ファイバーの出口における光の照射に基づき、全体の有効エリアにおける均一な照射を確保するために手作業で調節をおこなう。(図4参照)そして、その後にファイバーの出射側が融着され加工されていく。
従って、パワーライトガイドは、液体ライトガイドに匹敵する透過率、照射の精度、および柔軟性 を備え、ファイバーバンドルの長所に加え500℃の高温にも耐えられる初めてのファイバーバンドルとして注目を集めている。パワーライトガイドはさらにもう一つ強みがある。エリアにおいて液体ライトガイドは円形に光を放射する一方、パワーライトガイドは様々な幾何学の形に設定できる。例えばファイバーを直線的に配列させることで有効エリアの照射を直線に設定することも可能だ。これはエッジ(角)の接着剤硬化にはとても適している。また特定のファイバーに限定されることなく、全ての石英ファイバーはバンドルへの加工が出来るという理論上、平面照射アプリケーションにも流用できる。しかしUVセグメントは短い波長用の持つ独自の特性のために作られたファイバーを使ってバンドル加工するのが賢明だ。この分野での一番大きな問題はソラリゼーション(石英ガラス内でoxygen bridgesの分裂を誘発するUV-Photonによる物質的な減光効果)である。oxygen bridgesの分裂は紫外線の吸収を引き起こす欠陥中心を生じさせる原因になる。紫外線の吸収を防がなければ、使用できないレベルまでファイバーの伝送率が下がってしまう。
ソラリゼーションを防ぐためには、紫外線硬化のためのソラリゼーション耐性を持ったファイバーでバンドルを製作する必要がある。セーラムオプテック社が提供しているOptran UVNSSファイバーは水素イオンによって欠陥中心(Defect Centers)を飽和させ紫外線の吸収を防いでいる。ファイバーを引くプロセスでコアに高圧をかけ、ファイバーからの拡散を防ぐためにフッ素ドープクラッドにカーボン層をコーティングしている。Optran UVNSS素線をバンドル加工した後においても、ソラリゼーション耐性はとても高くほとんど不変的である。

図3. バンドル内にはファイバー素線1本1本のクラッド部分に光を通さない暗い部分ができ、最大限の光の伝送効率を実現できない。しかしコアとクラッドの比率を的確に選択出来ればこの欠点についてもある程度補うことができる。
図4. 均一的な放射にするために、ファイバーの入射側のみが融着され、次に可視光によって処理される。ファイバーの出口における光の照射に基づき、全体の焦点エリアにおける均一な照射を確保するために手作業で調節をおこなう。
まとめ
ソラリゼーション耐性のあるファイバーを使った端面融着バンドルは、紫外線硬化においてのメリットが多く、個々の具体的な状況に対し有効な解決策を提供する。光源からの高出力に対応できることから、紫外線硬化のスピードを上げることも可能だ。液体ライトガイドに比べると、ファイバー同士に隙間があることにより透過率が下がることが唯一の欠点であったが、技術革新がこの欠点も克服した。特にUV-C-spectrum(短波長:C波)においてはメリットが大きい。液体ライトガイドはUV波長:200nm-280nmの領域で透明度が著しく減少する一方で、Optran UVNSSファイバーはこの領域の新たな可能性を生み出した。2メートルのOptran UVNSSファイバーに214nm波長の紫外線C波を100分あてた時にも透過率は85%で光の減衰も2 dB/mほどを保っている。これは液体ライトガイドよりUV-C-spectrum(短波長:C波)に対応したということだけでない。現在入手可能な最もソラリゼーション耐性があるファイバーは、同条件下で4倍ほどの減衰となっている。これらのファイバーバンドルによる伝送のメリットは、いくつかの焦点に同時に照射するなど、平面照射以外の状況にも対応できる点である。ファイバーの出射側はそのままに入射側だけを融着させることで、バンドル加工した際にバンドルを分岐させそれぞれの焦点に出射することができる(図5)もし同時に光源の定期的な確認が必要な状況であれば、バンドル内の1本のファイバーを出射側の融着プロセスから除外し、別途制御装置に接続することもできる。このように個々の状況によって、様々なファイバーバンドルの製作が可能である。

図5. いくつかの焦点に同時に照射しなければならない場合は、ファイバーの入射側のみを融着し、必要に応じてファイバーの出射側を分岐させることができる。